The Importance of Lockout Tagout (LOTO) for Press Maintenance
In the high-precision world of metal fabrication, the press brake and the power press represent the backbone of production. These machines, capable of exerting hundreds of tons of force, require meticulous care to maintain their accuracy and longevity. However, the sheer power that makes them indispensable also makes them exceptionally dangerous during servicing. This is where Lockout Tagout (LOTO) for Press Maintenance becomes the most critical safety protocol in the workshop. For mechanical engineers and factory managers, LOTO is not merely a regulatory requirement; it is a fundamental engineering practice designed to neutralize all forms of energy that could lead to accidental machine activation. Implementing a robust LOTO program ensures that during routine maintenance, tool changes, or emergency repairs, the personnel involved are protected from the devastating consequences of an unexpected startup. This article delves into the technical nuances of energy isolation, the engineering principles behind residual force management, and the systematic implementation of safety protocols tailored specifically for sheet metal fabrication equipment.
Safety in industrial environments is not an accident of design; it is the result of a rigorous engineering discipline that treats energy isolation with the same precision as the manufacturing process itself.
Understanding the Basics of Lockout Tagout (LOTO) for Press Maintenance
Lockout Tagout (LOTO) refers to a specific set of procedures used to ensure that equipment is shut down, inoperative, and isolated from its energy sources before maintenance or servicing work is performed. In the context of industrial presses, this involves more than just flipping a switch. It requires the physical placement of a lockout device (such as a padlock) on an energy-isolating device, ensuring that the machine cannot be energized until the lock is removed. The tagout portion involves attaching a prominent warning device to the energy-isolating point to indicate that the equipment must not be operated until the tag is removed by the authorized person. For sheet metal equipment like CNC press brakes or hydraulic shears, energy sources are multifaceted, including electrical, hydraulic, pneumatic, and even gravitational energy. Understanding the distinction between these sources is the first step in creating a comprehensive safety plan.
Why Lockout Tagout (LOTO) for Press Maintenance Matters in Sheet Metal Fabrication
The practical significance of Lockout Tagout (LOTO) for Press Maintenance in a fabrication shop cannot be overstated. Unlike smaller tools, industrial presses operate with massive kinetic energy and high-pressure hydraulic systems. A minor malfunction or an accidental foot pedal engagement during a die change can result in a catastrophic crush injury or fatality. Furthermore, the complexity of modern CNC systems means that software-based ‘stops’ or emergency stop buttons are insufficient for maintenance. These systems can have electrical leakage or unexpected resets. LOTO provides a physical guarantee of safety. From a business perspective, strict adherence to LOTO protocols prevents costly equipment damage, avoids heavy OSHA fines, and fosters a culture of safety that improves employee retention and operational reliability. In an environment where the sheet thickness and material tensile strength demand high tonnage capacity, the safety systems must be equally robust.
Key Factors to Consider for Effective Safety Isolation
When developing a LOTO strategy for heavy machinery, several technical factors must be considered to ensure complete energy neutralization. First, identifying all energy points is critical. A single hydraulic press may have a main electrical disconnect, a pneumatic supply for its safety clutch, and a hydraulic accumulator that stores pressure even after the main pump is deactivated. Second, the type of lockout device must match the hardware. For instance, circuit breaker lockouts must be compatible with the specific amperage and frame size of the press brake’s electrical cabinet. Third, the duration of the maintenance task dictates the level of isolation; a quick tool change might require a different protocol than a full hydraulic cylinder rebuild. Finally, environmental factors such as proximity to other machines and the presence of residual oil or metal dust must be managed to prevent slip hazards or electrical grounding issues during the maintenance process.
Technical Principles of Energy Isolation and Residual Force
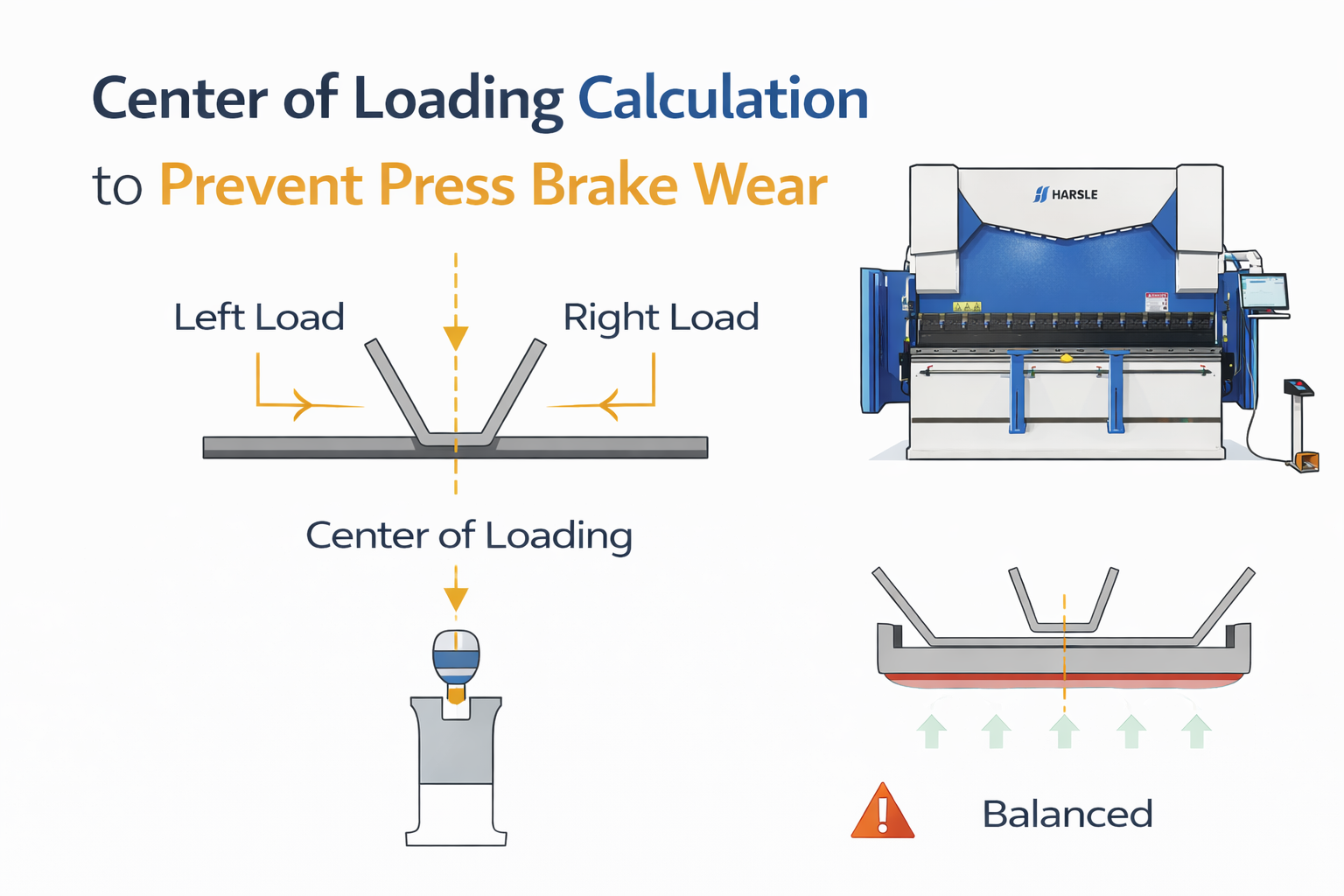
Engineering safety in press maintenance requires calculating the potential for stored energy release. One of the most overlooked aspects is gravitational potential energy. When the ram of a press is in the up position, it possesses significant potential energy. The formula for Potential Energy (PE) is PE = m * g * h, where ‘m’ is the mass of the ram, ‘g’ is the acceleration due to gravity (9.81 m/s²), and ‘h’ is the height from the bed. If a hydraulic line fails or a valve is accidentally opened during maintenance, this energy is released as the ram falls. To counter this, mechanical engineers specify the use of safety blocks or die blocks. These blocks must be rated to support the full tonnage capacity of the press. Additionally, hydraulic systems often contain accumulators that maintain pressure. The system must be engineered with manual bleed-off valves to ensure that the hydraulic pressure is at zero psi before any line is disconnected. Electrical capacitors in high-power motor drives also store energy and require a specific discharge time, often several minutes, before it is safe to access the control cabinet.
| Energy Type | Source Component | Isolation Method | LOTO Device Required |
|---|---|---|---|
| Electrical | Main Control Panel | Disconnect Switch / Breaker | Padlock and Hasp |
| Hydraulic | Pump and Accumulator | Bleed Valves / Pressure Release | Valve Lockout Device |
| Pneumatic | Air Supply Lines | Shut-off Valve / Exhaust | Pneumatic Plug Lock |
| Mechanical | Flywheel / Ram | Mechanical Blocks / Brakes | Safety Block with Interlock |
| Gravitational | Upper Die / Ram | Die Blocks / Props | Physical Support + Tag |
Comparing Isolation Methods: Electrical, Hydraulic, and Mechanical
Different technologies require distinct isolation approaches. In an electrical lockout, the goal is to break the circuit and verify the absence of voltage. This is typically done at the main disconnect rather than the machine’s control panel to prevent downstream bypasses. For hydraulic isolation, simply turning off the motor is insufficient. The fluid remains under pressure in the manifold and cylinders. Isolation here requires closing the supply valve and opening a return-to-tank valve to depressurize the lines. Mechanical isolation, particularly in mechanical power presses, involves managing the flywheel’s inertia. A flywheel can continue to spin for minutes after power is cut, and its kinetic energy is enough to cycle the press. Engineers must wait for the flywheel to come to a complete stop or use a dedicated braking system before applying LOTO. Comparing these methods, electrical isolation is the most common, but mechanical and hydraulic isolation are often where the most dangerous residual energy resides during press maintenance.
Step-by-Step Guide to Implementing LOTO Procedures
- การตระเตรียม: The authorized employee must identify all energy sources (electrical, hydraulic, etc.) and the specific methods to control them based on the machine’s technical manual.
- Notification: Inform all affected employees (operators, nearby staff) that a Lockout Tagout (LOTO) for Press Maintenance procedure is beginning and the machine will be offline.
- Shutdown: Power down the press using the normal stopping procedure (CNC command or stop button).
- Isolation: Physically operate the energy-isolating devices (disconnects, valves) to isolate the press from its energy sources.
- Application of LOTO: Apply personal padlocks and tags to each isolation point. If multiple technicians are working, a lockout hasp should be used so every person has their own lock on the point.
- Stored Energy Management: Release any residual energy. Bleed hydraulic lines, exhaust pneumatic air, discharge capacitors, and place die blocks under the ram to neutralize gravity.
- Verification: The ‘Try-Out’ step. Ensure no one is in the danger zone and attempt to start the machine using the normal controls. If it doesn’t move, isolation is verified. Return the controls to the ‘off’ position.
The ‘Try-Out’ step is the most critical part of LOTO; never assume the energy is gone until you have physically attempted to cycle the machine and failed.
Common Mistakes in Lockout Tagout (LOTO) for Press Maintenance
One of the most frequent errors in sheet metal shops is the ‘group lockout failure,’ where multiple technicians work on a large press but only one lock is applied. If that person leaves and removes their lock, the machine could be restarted while others are still inside. Another mistake is ignoring the die blocks. Operators often assume the hydraulic valves will hold the ram, but a single seal failure can cause it to drop. Furthermore, failing to clear the machine before removing locks is a common cause of accidents. Technicians may leave tools on the bed or forget that a colleague is still checking the backgauge system. Finally, many shops fail to perform annual audits of their LOTO procedures, leading to outdated protocols that do not account for new machinery upgrades or changes in the electrical layout of the factory.
Industry Applications and Case Scenarios
In the automotive industry, where high-speed mechanical presses are used for stamping body panels, LOTO is integrated into the automated cell logic. However, human intervention for die maintenance still requires physical locks. In custom fabrication shops using CNC press brakes, LOTO is essential during the cleaning of the bending radius area and the calibration of the backgauge. For example, when servicing a 500-ton hydraulic press brake, a technician must lock out the main 480V power, bleed the nitrogen-filled accumulators, and seat the ram on certified die blocks. These real-world applications demonstrate that LOTO is not a one-size-fits-all solution but must be tailored to the specific tonnage, drive system, and tooling setup of each machine to ensure maximum safety and compliance with international standards.
บทสรุป
The implementation of Lockout Tagout (LOTO) for Press Maintenance is an essential pillar of modern industrial safety and mechanical engineering. By systematically identifying, isolating, and verifying all energy sources, fabrication facilities can prevent life-altering accidents and ensure the longevity of their high-value assets. Whether managing a hydraulic press brake, a mechanical power press, or a pneumatic shear, the principles of energy neutralization remain constant. It is the responsibility of every engineer, factory owner, and maintenance professional to treat LOTO not as a burden, but as a life-saving precision tool. Invest in high-quality lockout hardware, provide rigorous training for authorized personnel, and never bypass the verification step. In the world of high-tonnage fabrication, safety is the only standard that truly matters.
คำถามที่พบบ่อย
What is the difference between a Lockout and a Tagout?
Lockout uses a physical device like a padlock to prevent energy isolation points from being moved, while Tagout is a visual warning system. Lockout is generally considered more secure as it physically prevents operation.
How do I handle gravitational energy in a press brake?
Gravitational energy is neutralized by lowering the ram to its lowest point or by using certified die blocks or safety props that are mechanically rated to hold the weight of the ram and upper tooling.
Can I use an E-stop button as a lockout device?
No, an emergency stop button is a control circuit device and does not provide true energy isolation. LOTO must be performed at the primary energy-isolating device, such as a main disconnect switch or manual valve.
Who is allowed to remove a LOTO lock?
Only the authorized person who applied the lock is permitted to remove it. In emergency cases where that person is unavailable, strict employer-specific protocols must be followed to ensure safety before removal.
How often should LOTO procedures for presses be reviewed?
OSHA requires that LOTO procedures be inspected and updated at least annually to ensure they remain accurate for the specific machinery and that employees are following the correct protocols.