Professional Guide to Inspect the Press Frame for Stress Cracks
In the high-pressure world of industrial sheet metal fabrication, the structural integrity of machinery is the primary determinant of both operational safety and part precision. The press frame, whether in a hydraulic press brake or a mechanical stamping press, serves as the reactive foundation for every ton of force applied to the workpiece. Over time, the repeated application of high-tonnage loads leads to material fatigue, which manifests as structural degradation. To inspect the press frame for stress cracks is not merely a maintenance suggestion; it is a critical engineering requirement to prevent catastrophic equipment failure. Failure to identify these micro-fractures early can lead to expensive downtime, permanent machine deformation, or even fatal workshop accidents. This guide provides a technical deep-dive into the methodologies, engineering principles, and step-by-step protocols necessary for professional frame inspection.
Understanding the Basics of Press Frame Integrity
The frame of a press is designed to withstand a specific maximum tonnage while maintaining a deflection rate within acceptable engineering tolerances. Most modern press frames are constructed from high-tensile A36 or S355 structural steel, often using welded plate construction. Stress cracks typically originate in areas of high stress concentration, such as the throat of a C-frame press or the corner junctions of an H-frame (straight-side) press. These cracks are usually the result of metal fatigue—the weakening of a material caused by repeatedly applied loads. Even if a press is operated within its rated capacity, the cumulative effect of millions of cycles creates microscopic dislocations in the metal lattice, which eventually coalesce into a crack.
Why You Must Inspect the Press Frame for Stress Cracks
Ignoring the structural health of a press frame leads to a phenomenon known as ‘frame yawning’ or permanent set. When a frame develops stress cracks, its ability to maintain parallelism between the bed and the ram is compromised. This misalignment results in inconsistent bending angles across the length of the workpiece, increased tool wear, and excessive vibration. From an engineering perspective, a crack acts as a stress riser, significantly reducing the remaining fatigue life of the machine. Regular inspections allow for the implementation of ‘stop-drilling’ techniques or professional weld repairs before the crack propagates to a critical length where the frame can no longer support the working load.
Fatigue cracks are the silent killers of industrial machinery, often beginning at the microscopic level within the heat-affected zones of welds before manifesting as visible structural failure.
Key Factors to Consider During Inspection
When preparing to evaluate a press frame, several technical factors must be considered to ensure an accurate assessment:
- Machine Cycle History: Machines with high cycle counts (exceeding 10 million cycles) are at a significantly higher risk for fatigue-related cracking.
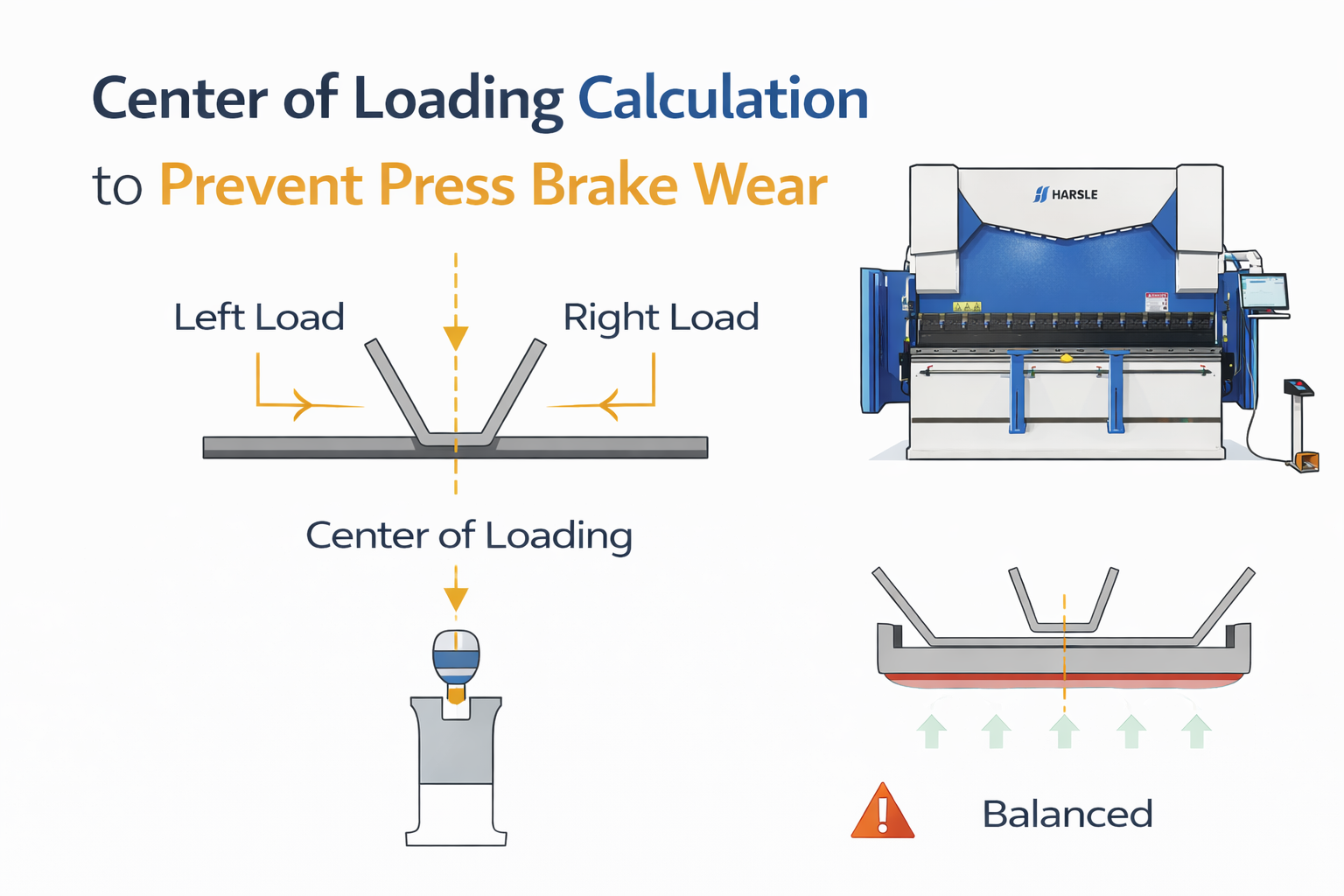
- Load Distribution: Off-center loading is a leading cause of localized stress concentrations that exceed the original design parameters of the frame.
- Weld Geometry: Stress cracks are most common in the Heat Affected Zone (HAZ) of welds, where the material’s grain structure has been altered by the original manufacturing process.
- Environmental Factors: Corrosion and extreme temperature fluctuations can accelerate crack propagation by introducing chemical embrittlement.
Technical Analysis of Stress and Fatigue in Press Frames
Engineers use the concept of Nominal Stress to determine the health of a frame. The simplified formula for calculating the stress on a specific cross-section of the frame is:
σ = P / A
Where:
- σ (Sigma): The stress applied to the frame (measured in MPa or PSI).
- P (Pressure/Load): The actual force exerted by the ram (converted to Newtons or Pounds-force).
- A (Area): The minimum cross-sectional area of the frame member at the point of inspection.
If the calculated σ approaches the yield strength of the material, the risk of plastic deformation increases. However, fatigue cracks often occur at stresses well below the yield strength due to cyclic loading. Engineers refer to the S-N Curve (Stress vs. Number of Cycles) to predict when a frame might begin to show signs of fatigue. In areas where the frame geometry changes sharply (like the ‘throat’ of a press), a Stress Concentration Factor (Kt) must be applied, often doubling or tripling the local stress compared to the nominal value.
Comparing NDT Methods to Inspect the Press Frame for Stress Cracks
There are several Non-Destructive Testing (NDT) methods used to identify cracks. Choosing the right one depends on the frame material and the suspected location of the damage.
| Method | Detection Type | Sensitivity | Best For |
|---|---|---|---|
| Visual Testing (VT) | Surface | Low | Large, obvious fractures and paint flaking. |
| Dye Penetrant (PT) | Surface | High | Non-porous materials and weld toe cracks. |
| Magnetic Particle (MT) | Surface/Sub-surface | Very High | Ferromagnetic steel frames (H-frame/C-frame). |
| Ultrasonic Testing (UT) | Internal | Extremely High | Deep internal cracks in thick plate sections. |
Step-by-Step Procedure to Inspect the Press Frame for Stress Cracks
To perform a professional inspection, follow this engineering-approved protocol:
- Clean the Inspection Surface: Remove all grease, oil, and loose paint from critical stress areas. Cracks are often hidden under thick industrial coatings. Use a wire brush or chemical stripper if necessary.
- Visual Mapping: Use a high-intensity LED light held at an acute angle (15-30 degrees) to the surface. This ‘grazing light’ technique highlights surface irregularities and shadows caused by hair-line cracks.
- Focus on Critical Zones: Pay specific attention to the radii of the throat, the mounting points of the hydraulic cylinders, and all major weldments connecting the side housings to the bed.
- Apply Dye Penetrant: Spray a red dye penetrant on suspected areas and allow it to dwell for 15-20 minutes. Wipe clean and apply a white developer. Any hidden cracks will ‘bleed’ red onto the white surface.
- Measure and Document: If a crack is found, measure its length and orientation. Use a feeler gauge to determine the depth if the crack has opened significantly.
- Check for Parallelism: Use a dial indicator to measure frame deflection under load. If the frame ‘yawns’ more on one side than the other, it indicates a loss of structural stiffness likely caused by internal cracking.
Common Mistakes in Press Frame Inspection
One of the most frequent errors is painting over stress cracks. Maintenance teams often mistake a hair-line crack for a simple paint chip and apply a fresh coat, effectively hiding a structural time bomb. Another mistake is ignoring the back of the machine. In many shop layouts, presses are placed against walls, making the rear welds difficult to access. However, the rear side of the throat is often under the highest tensile stress in C-frame designs. Lastly, many operators fail to clean the machine properly before inspection; a crack filled with dried hydraulic oil and metal dust is nearly impossible to see with the naked eye.
Regular inspection is not an expense; it is an investment in the longevity of the capital asset and the safety of the workforce.
Industry Applications and Safety Protocols
In industries such as aerospace and automotive manufacturing, where tolerances are measured in microns, frame inspection is mandatory every 2,000 operational hours. In heavy-duty plate rolling or high-speed stamping, the frequency should be even higher. If a crack is detected that exceeds 10% of the cross-sectional thickness of the member, the machine should be tagged out immediately. Structural repairs must only be performed by certified welders using pre-heated base metal and specific electrode types (such as E7018) to ensure the repair does not introduce new stresses into the frame.
บทสรุป
The ability to accurately inspect the press frame for stress cracks is a foundational skill for any mechanical engineer or facility manager. By understanding the physics of fatigue and employing systematic NDT methods, you can extend the life of your machinery and maintain the highest standards of production quality. Remember that a proactive inspection today is significantly cheaper than a frame replacement tomorrow. Always document your findings in a dedicated maintenance log to track crack growth over time and schedule professional repairs before a failure occurs.
คำถามที่พบบ่อย
How often should I inspect my press for cracks?
For standard single-shift operations, a thorough visual inspection should be conducted every 6 months. High-speed or high-tonnage machines should undergo professional NDT testing annually or every 2,000 operating hours.
Can a cracked press frame be safely repaired?
Yes, most stress cracks can be repaired by grinding out the crack, stop-drilling the ends, and performing a full-penetration weld using specialized procedures and pre-heating. However, this must be done by a certified structural welder.
What is the most common area for cracks to form?
In C-frame presses, the inner radii of the ‘throat’ are the most common fail points. In H-frame presses, cracks typically form at the corners where the uprights meet the crown or the bed.
Do stress cracks always mean the machine is failing?
Not immediately. Many machines develop surface-level micro-cracks that stabilize. However, without professional monitoring, there is no way to know if a crack is ‘dormant’ or ‘active’ and propagating toward a failure.
Does frame yawning always indicate a crack?
Not necessarily. Some yawning is elastic (temporary deflection). However, if the frame does not return to its original position after the load is released (plastic deformation), it indicates either a crack or that the material has exceeded its yield strength.